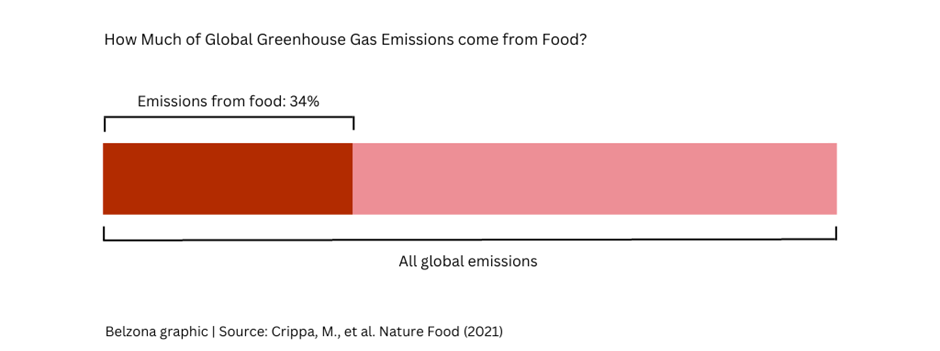
Today, a staggering 34% of global greenhouse gas emissions come from food production. Whilst a large proportion of these emissions come from land use and agricultural production, the manufacturing stage alone emits over 2.4 billion tCO2e (Crippa et al). As large players in the food and drink manufacturing industry make plans for reducing emissions, it is vital to consider every way in which this can be done.

Furthermore, the Food and Agricultural Organisation (FAO) estimates food production must grow by 60% by 2050 to keep up with the growing world population. With this anticipated growth in the industry, it is even more important to shift the way we manufacture food in order to meet net zero.
How Can Manufacturers Increase Energy Efficiency?
To reduce emissions in food manufacturing, increasing energy efficiency is key.
Upgrading motors is an excellent long-term strategy for saving energy. In regions such as Europe and China, an electric motor’s efficiency is described by its International Efficiency Class (IEC). Food & Drink International (FDI) recently noted that increasing your motor by just one class will decrease energy losses by 20%. To encourage this, IE4 is now the minimum standard in Europe for new installations. Manufacturers should consider upgrading to the most efficient motor possible to lower their energy losses. For example, upgrading from an IE3 to IE5 can help manufacturers reduce their energy losses by 40%, significantly lowering their CO2 emissions.
A recent report for the Department of Climate Change highlighted the benefits of using variable speed drives (VSDs) in the food industry. Traditionally, mechanical control methods like throttles or brakes have been used to manage the speed of fans, pumps, compressors and conveyor belts. Switching to VSDs grants direct control of the motor speed and torque, which also reduces wear and tear on the motor and its machinery, increasing its longevity. This can significantly minimise energy loss - slowing down a motor by 20% can half the amount of electricity used. In fact, VSDs often recoup their cost through energy savings in less than a year, making them a straightforward and cost-effective means of boosting energy efficiency.
Decarbonisation of Heat Processes
To decarbonise the heat process manufacturers must switch from fossil fuels to renewable energy for heating.
Currently, gas boilers still dominate the generation of hot water, steam and hot air within the food industry. Presently, the upfront costs and low fossil fuel prices are the main barriers preventing manufacturers from implementing this change.
However, as we race towards achieving net zero emissions, an increasing number of manufacturers are realising food industry decarbonisation through the electrification of heat is crucial. Globally, as more countries continue to decarbonise their electricity grid, taking this step will continue to become more accessible and cost-effective.
Making the Switch to Sustainable Refrigerants
Whilst the emissions produced by the cold chain exacerbate climate change, the heating effects of climate change necessitate more cold storage. To break this cycle, we must make the cold chain more sustainable.
The cold chain is often overlooked when considering greenhouse gas emitters in the food industry, but it accounts for 4% of Global Greenhouse Gas emissions – equal to that of the entire continent of Africa. Furthermore, recent reports show the UK will require an additional 785,030 m² (8.45 million ft²) of cold storage by 2025. Therefore, the need for a more efficient and sustainable cold chain is more pressing than ever.
The UN notes that one important way to make the cold chain more sustainable is by reducing non-CO2 emissions from refrigerants. Hydrofluorocarbons (HFCs) used to be the norm in the industry, until it was discovered they are an extremely potent greenhouse gas. HFC-134a, the most common sort, has a global warming potential 3400 times that of carbon dioxide. Despite 152 states, including the EU, having ratified the Kigali agreement (a pledge to massively reduce the production and use of HFCs), there is still a lot of work to be done.
As shown in the figure below, 33% of cold stores built in the last five years are still using HFCs. More positively, CO2 is gaining popularity as it is a natural refrigerant and a great green alternative. Unlike traditional synthetic refrigerants, it has a significantly lower global warming potential. Ensuring manufacturers halt the use of HFCs in refrigeration systems and choose a more sustainable option is key to making the cold chain more sustainable.
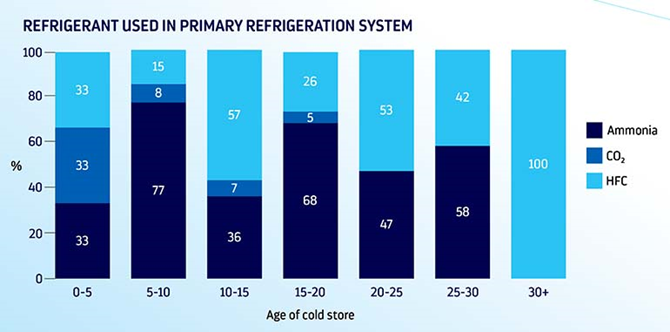
Image source: Cold Chain Federation’s 2023 Cold Chain Report
Extend Lifespan of Food and Drink Assets Using Industrial Coatings and Composites
Among these tactics, protective coatings and epoxy repair composites have a key role to perform in the decarbonisation of the food and drink industry. Opting to use coatings and composites extends the working life of machinery, equipment and structures.
Companies like Belzona offer a wide range of coatings and composites. Many of them meet national and international standards for food contact and drinking water such as approval from the National Sanitation Foundation (NSF), Water Regulation Advisory Scheme (WRAS), and Food & Drug Administration (FDA). This makes them particularly well-suited for the food and beverage industry.
In this industry, food waste is a huge contributor to greenhouse gas emissions. Belzona’s fast application process minimises downtime, reducing product loss and keeping waste to a minimum. By focusing on repair and protection, Belzona helps food manufacturers operate more sustainably while also extending the lifespan of equipment.
Case Study: Corrosion Protection for Drinking Water Tank
This drinking water tank repair at a Food Manufacturer in Poland exemplifies Belzona’s rapid and sustainable repairs. The deterioration of the concrete within the tank was leading to poorer water quality, necessitating an urgent fix. Traditional methods, like using more concrete, would have led to a lengthy shutdown, increasing waste and incurring high costs. Moreover, this wouldn't prevent the issue from recurring. Instead, the Customer chose to use Belzona to repair and coat the tank, providing them with a long-term solution, and a quick application time.
First, the corroded walls needed to be rebuilt before a protective coating could be applied. After conditioning with Belzona 4911 (Magma TX Conditioner), the damaged areas of the substrate were rebuilt using Belzona 4111 (Magma-Quartz). Once the concrete was rebuilt, a coating needed to be applied to protect the walls of the water tank from further corrosion.

Tank after rebuilding with Belzona 4111 (Magma-Quartz)
The chosen coating was Belzona 5811DW2 (DW Immersion Grade), a 2-part epoxy coating which provides outstanding chemical resistance and is ideal for use in the food and drink industry as it is solvent-free and has WRAS approval for contact with potable water.
First, the entire contents of the base and solidifier containers were mixed thoroughly until a uniform colour was achieved. The first coat of Belzona 5811DW2 (DW Immersion Grade), could then be spray applied to the tank. Later that day, a second coat was applied in the same manner, completing the two-coat system and ensuring maximum corrosion protection. This repair significantly extended the lifespan of this piece of equipment, showcasing Belzona’s sustainable solutions within the food and drink industry.

Drinking water tank repaired and protected with Belzona
Reducing the Carbon Footprint of the Food Manufacturing Industry
Ultimately, to achieve net-zero emissions in global food manufacturing by 2050, a multifaceted approach considering every possible strategy is key. Improving energy efficiency, switching to more sustainable energy sources and adjusting energy-intensive processes like heating and cooling to make them as sustainable as possible are just a few examples. Extending machinery and equipment lifespan via repair and protection systems, such as those offered by Belzona, is a key strategy for food manufacturers who are working towards reducing their environmental footprint.
Want to learn more about Belzona’s solutions for the Food and Drink Industry?
Click Here to Learn More
www.belzona.com










