| |
|
|
Visitors (Excluding Exhibitor Staff)
|
4641
|
|
Exhibitor Staff
|
2036
|
|
Total 2 Day Attendance
|
6677
|
CHEMUK Expo records a 17% increase in visitors for the 2024 edition!
CHEMUK 2024 opened its doors on Wed 15th & Thu 16th May at the NEC in Birmingham to a record attendance of 4641 visitors (excluding exhibitor staff) over the two days, representing an increase of 17% from the 2023 edition. The total two-day attendance (visitors plus exhibitors) was 6677.
CHEMUK show founder, Ian Stone, sums up the positive response to this year's event: “Standing in the hall mid-morning on the first day was electric! So much volume and energy in the hall with our biggest concentrated audience ever, from literally every corner of the sector.”
“I think the seniority of attending technical, scientific, supply chain, and business visitors rocketed to a whole new level this year, one visitor badge after the next from the biggest names across the sector.”
Minister Alan Mak represents the UK Government at CHEMUK 2024
Visitors to CHEMUK were invited to an exclusive pre-recorded address by Minister Mak, Minister for Industry and Economic Security at the Department for Business and Trade, and Minister for the Investment Security Unit at the Cabinet Office.
The address was supported by a comprehensive UK Government footprint at the show, with several government departments exhibiting this year, including the Department for Business and Trade, the Department for Environment, Food and Rural Affairs, the Health and Safety Executive, the Home Office, and the Department for Energy Security and NetZero.
CHEMUK Group of Events
CHEMUK redefined itself this year with the introduction of several sub-brands: the Chemical & Process Engineering Show, the Chemicals Supply Show, the Chemicals Management Show, and the Chemical Laboratory Show. The organising team was delighted to see not only an increase in the number of visitors but also an increase in the quality of visitors, which they largely attribute to the introduction of these more focused show zones.
Ian Stone commented on the new brands, “The introduction of individual sub-branded shows underneath the 'single destination’ CHEMUK24 brand has been a great success and allowed attendee groups to lock onto their primary focus area, whether as a process engineer, analytical chemist, hazardous transportation manager, and so on, whilst still benefiting from the serendipitous opportunities, intelligence, and connections drawn from the other branded show streams.”
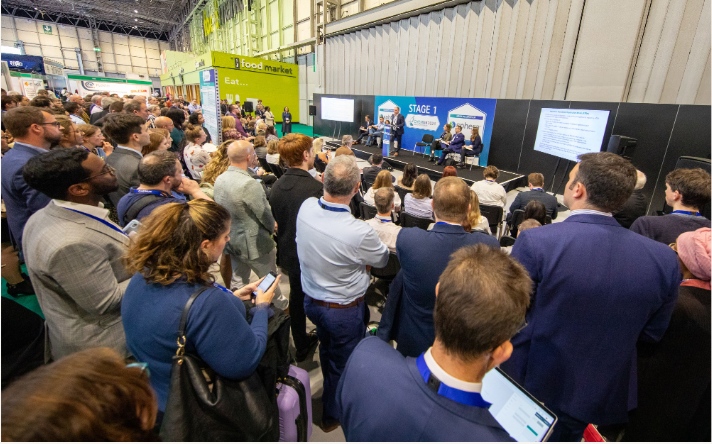
The CHEMUK 2024 Conference covers the big issues
Reflecting on the enormous CHEMUK 2024 speaker programme, Ian Stone comments, “CHEMUK24 was our most comprehensive conference programme to date and certainly our best attended, with standing room only at so many of the keynotes and panel programmes.
The ‘drop-in’ nature of the CHEMUK conference stages carries so much appeal, giving instant access to senior figures, expertise, technology, innovation, and the most topical and lively debates around the BIG issues affecting and influencing the sector, whether Sustainability, UKREACH, Decarbonisation, Future Skills, Digitalisation, Bio-based Transition, Scale-Up and so much more.”
“It's pretty much a ‘freeze frame’ of where the industry is each year and is invaluable in intelligence gathering, empowering all important directional and investment decisions.”
CHEMUK 2024 Partner support continues to underpin CHEMUK's growth
The 2024 show welcomed several key new partners to the show this year who brought invaluable content and member groups to the show. The new partnering organisations included the British Plastics Federation, IMechE, ScotCHEM, CICA (Chemical & Industrial Consultants), and the CHCS (Chemical Hazards Communication Society).
The show’s success was underpinned by the continued support and input provided by their longstanding partner network, comprising the CBA, BCA, BASA, BVAA, BPMA, BioVale, BCMPA, BADGP, CPI, CCUK, IBioIC, GAMBICA, NEPIC, SIA, InnovateUK KTN, Chemicals Northwest, UKLA, and the UK & Ireland Spill Association, to name a few.
Stone commented on the importance of CHEMUK’s partner network, ‘The importance of our partnerships across the industry cannot be overstated, and from professional bodies such as RSC and IChemE through to the wealth of invaluable trade, technical, industry, and innovation bodies that support the event and, in most cases, are active on the show floor or contribute to the high-quality content and session development in the conference, I think all partnering bodies and institutions place great value on disseminating their key roles, priority agendas, and outputs to a truly sector-wide audience annually through the CHEMUK experience.
RSC as CHEMUK 2024
The Royal Society of Chemistry (RSC) was again at the centre of CHEMUK, with a packed two-day programme including an RSC Team stand, an RSC Careers Clinic, an RSC Panel Discussion focusing on the importance of a positive science culture, an exclusive keynote from current RSC President, Professor Gill Reid, and a dedicated RSC member’s reception.
IChemE at CHEMUK 2024
The IChemE brought together a fantastic programme of content that included two keynote addresses by current President and CEO, Nigel Hirst, and Yvonne Baker OBE. In addition, visitors were invited to a feature panel discussion around sustainable production.
The Chemical Business Association’s ‘Chemical Supply Chain in Action’ feature zone is a massive hit
The Chemical Business Association team pulled out all the stops to present their 2024 feature zone, which represented some of the key support services and mechanics of the UK chemicals supply chain. The feature zone included DHL’s Box Stacker VR game, Road Haulage Association HGV Drive Simulator, Brenntag Fleet Stainless Steel Tanker Exhibit, CBA Live People & Skills Hub, Meet Your Industry Stakeholders: Dft and Police (CDGFP), CBA Sustainability Hub, and DGSA Discussion with Sukhpal Randeva, DFT.
This was all in addition to the CBA’s keynote address by CEO Tim Doggett and two panels entitled, ‘Transitioning into the Digitally-Enabled Age" How equipped is your Chemical Supply Chain?’, and ‘Achieving & Demonstrating Sustainability in the Chemical Supply Chain’.
CHEMUK 2025: Looking ahead
In 2025, CHEMUK will introduce ‘The Formulated Product Manufacturer Show’. Ian Stone talked through his vision for 2025, ‘CHEMUK is all about providing a single destination where all strands of the chemical industries converge through its individual show stream brands, and 2025 sees the introduction of a brand new ‘5th stream’ with the “Formulated Product Manufacturer” show.
Aimed squarely at the downstream consumer and industrial formulated product industries, from cleaning and disinfecting products to car care, from personal care and cosmetics to adhesives and sealants, coatings and paints, lubricants, oils and fluids, plastic compounds, etc., the list goes on.
For brand owners, large and small, formulators, contract and toll manufacturers, packaging, dispensing, and aerosol solutions, and all businesses involved in the business of formulating, producing, fulfilling, and packaging formulated chemical products, this will provide an intensive supply chain showcase supported with dedicated panel discussions and expert insight into the BIG issues shaping and influencing these downstream ‘to the shelf’ sectors.’
- Dates for Diary: CHEMUK 2025 (NEC, Birmingham) Wed 21st & Thu 22nd May 2025.
www.chemicalukexpo.com