In this article we will dive deep into further chemical and combustion properties of hydrogen to study its impact on process safety in design and operation phase of engineering project involving production, storage transport and utilization of hydrogen.
Chemical and combustion properties-
How H2 behaves at ambient temperature and how it reacts with other metals & non-metals…
At ambient temperature the hydrogen reaction with oxygen is extraordinarily slow unless it is activated by catalyser or spark, once reaction activated by spark it can turn in to high rate ignition or explosion depending upon the surrounding physical condition and concentration of H2 and O2 .Hydrogen reacts both with non-metals (high electro negativity) and with metals (low electro negativity) to form either ionic or covalent hydrides (e.g. HCl, H2O). The electro negativity of hydrogen is 2.20 (Pauling scale) this makes hydrogen most reactive compared to others. Hydrogen can react chemically with most other materials. This property of hydrogen needs to be understood in depth to ascertain physical and chemical compatibility of metals/non-metals/other materials like composites while selecting materials for handling of pressurized /liquid hydrogen.
Flammability range/limits of hydrogen (4.1% to 72.5% vol in air)-
Hydrogen in connection with oxygen is flammable over wide range of 4.1% to 72.5% compared to natural gas and other petroleum products and it can become explosive within wide range of concentration i.e. 18% to 59% at standard atmospheric conditions. We may draw misleading conclusion that handling and utilization of hydrogen is not as safe as natural gas and other petroleum product due to its very wide flammability range instead in actual/practical cases H2 will rarely reach the limit of its higher flammability limit if handled in well ventilated premise due to its higher diffusivity-coefficient, high buoyancy and smaller molecular weight which helps H2 to disperse quickly in case of leak (H2 is 14 time buoyant than air while natural gas is 4 times). This means that same quantity of hydrogen in gaseous form will escape at 4.6 times faster than natural gas .The flammability range of petroleum on lower threshold is only 1.2% while hydrogen has advantage up to 4.1%.
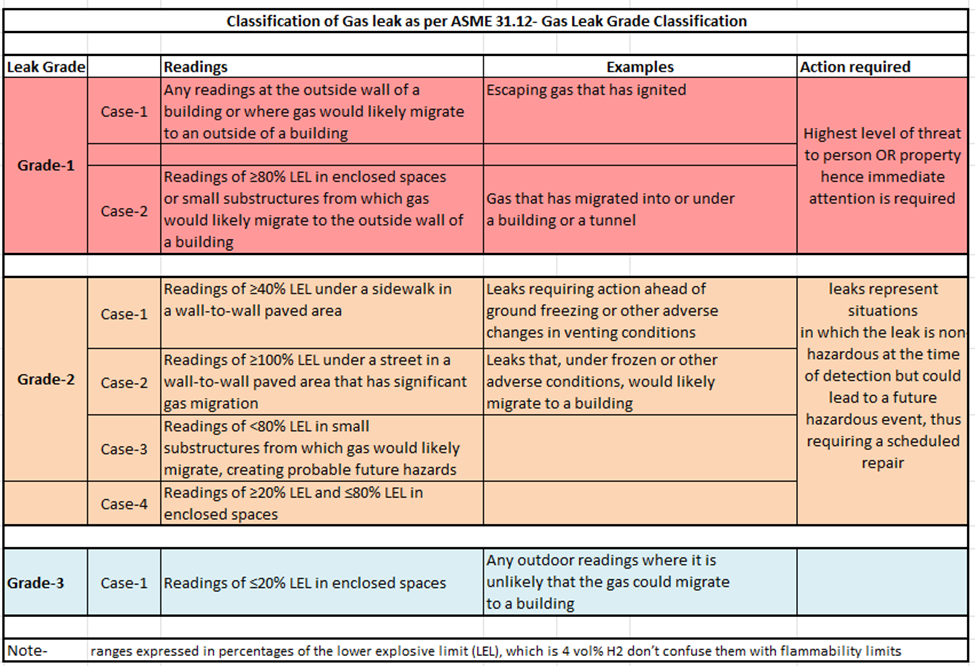
We can say that in well-ventilated unconfined space the probability of hydrogen forming explosive mixture is much less than liquid petroleum product and relatively lesser than natural gas. Early detection of leaks is critical for preventing accidents, protecting workers and the public, and avoiding potential damage to infrastructure. Hydrogen leak-detection systems employ technologies such as sensors, detectors, and monitoring equipment to identify leaks promptly. Hydrogen leaks are scientifically defined in ASME B31.12 as Grade-1,2 &3 along with its readings and mitigation measures in hydrogen value chain as below. This can be used to decide/design the location of hydrogen leak detection sensor and their sensitivity along with firefighting/hazard mitigation response in case of unlikely event.
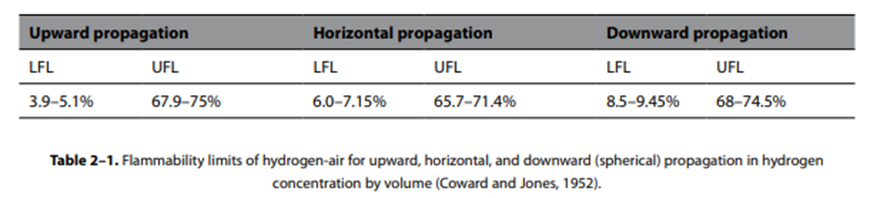
The flammability mixture to an extent depends upon the temperature, pressure and direction of propagation of hydrogen flame. The variations are explained well in table mentioned below (table-2.1). These results are drawn out of laboratory experiment conducted at specific laboratory conditions hence actual limits may vary slightly depending upon concentration, temperature and pressure. Hence, it’s important to build in designed factor of safety while designing process safety equipment for storage and handling of hydrogen.
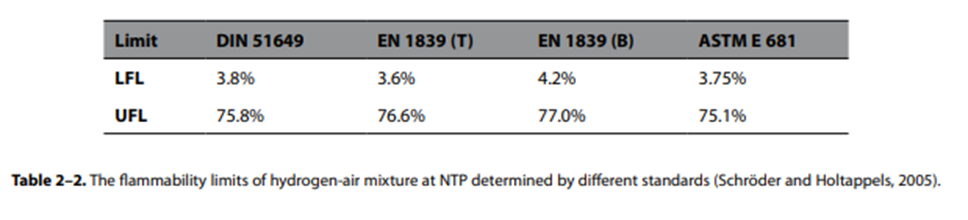
Practically the flammability limit of hydrogen depends upon the instrument & standard method used for measurement. The table 2.2 below mentions about the LEL & UFL of H2 for various international standards.
Another factor worth paying attention to here is effect of mixture temperature (H2 & Oxygen) on LFL&UFL of hydrogen. The flammability ranges of hydrogen changes linearly in proportion to change in temperature. LEL will decrease by about 2.5% by volume (from 4% -1.5% by volume) with increase in mixture temperature from 200C to 4000C .UFL increases more significantly by about 12.5% by volume for the same change of mixture temperature.
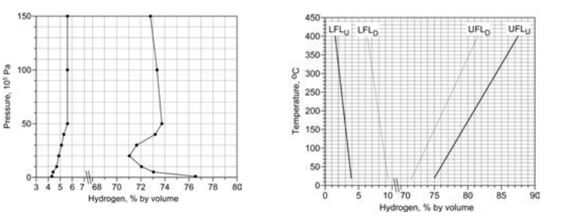
The effect increase of mixture pressure is different for LFL and UFL. In case of LFL value decreases to 5.6% for increase in pressure from 0.1-5.0MPa then is constant up to pressure of 15MPa. For UFL changes and not linear, UFL decrease from 76% to 71% for changes in pressure from 0.1 to 2.0 MPa then increase from 71% to 73.8% with pressure increase from 2.0 to 5.0MPa again decreases significantly from 73.8% to 72.8% with pressure rise from 5.0 to 15.0MPa. Please ref to the graph mentioned below for better understanding of effect of pressure and temperature.
Hydrogen gas does not have a flash point as it is already a gas at ambient conditions. It means that cryogenic hydrogen will flash at all temperatures above its boiling point of 20 K (-2530C).
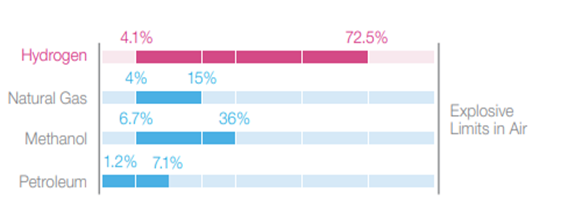
The comparative view of flammability range of Hydrogen, Methanol, Petroleum and Natural gas is provided as below. Practically wide flammability range of H2 makes it more efficient fuel for wide range of heat and power applications at the same time process safety of hydrogen must be designed keeping this in mind because this advantage is coupled with disadvantage while handling of H2.
Limiting Oxygen Index-
As we know that oxygen, fuel (liquid/gas) &Ignition sources are required to complete fire triangle so that fire is initiated. In controlled fire scenario engineering process and controls are used to control either oxygen/ fuel proportion to control the flame and heat generated out of flame. In case of hydrogen, next question comes in our mind is what is that minimum % of oxygen required for propagation of hydrogen flame and generate heat. Answer is no mixture of hydrogen, air& nitrogen at NTP will propagate the flame if mixture contains less than 5% of oxygen by volume (NASA -1997).
Ignition Properties of hydrogen-
Now let’s see how flammable hydrogen air mixture (usually non- stoichiometric mixture) can be ignited for purpose or by accident, once we understand how hydrogen & air mixture can get ignited we can make efforts to understand how to keep it safe in storage and handling and utilization.
The minimum energy required to ignite the hydrogen +air mixture is called Minimum Ignition Energy (MIE) which is 0.02 mJ only. As this value of MIE is very low even compared with other hydrocarbon fuels it can easily be created by mechanical spark created by rapidly closing of valve, electrostatic discharge in ungrounded particulate filters, spark from electrical equipment, catalyst particles, heating equipments, Lightning strike near the vent stack. Hence it is of utmost importance to eliminate or isolate the source of spark in appropriate way from hydrogen system as if unforeseen ignition sources could occur.
Needless to say that less ignition energy is required as mixture is closer to stoichiometric level as well it depends upon temperature, pressure and composition. Practically all ignition sources generate energy more than 10 mJ hence any ignition source or spark can ignite the mixture of hydrogen and air.
As hydrogen is essentially an electrical insulator at both liquid and gaseous state, flow of hydrogen will generate the static electricity similar to other hydrocarbon fuel which can lead to generation of spark if not grounded to equalize potential of all hydrogen handling equipment. These properties of static electricity generation can be become more serious in the event of high flow rate and longer blow down time from hydrogen storage.
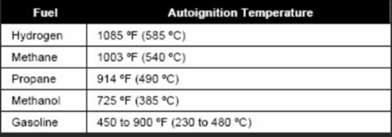
Auto ignition temperature of hydrogen is above 5100C which is relatively higher than hydrocarbons having longer molecule. Objects at temperature of 3200C can ignite the hydrogen after prolonged contact. Comparative chart is provided below to compare the auto-ignition temperature of hydrogen with other fuels.
What happens if Hydrogen & air mixed gets in contact with spark –Travel from spark to explosion.
So far we were looking how we can keep hydrogen in its containment which is designed to store and carry. Now we will try to understand what technical properties of hydrogen as fuel in the gaseous and liquid phase are vital if it gets in contact with sparks.
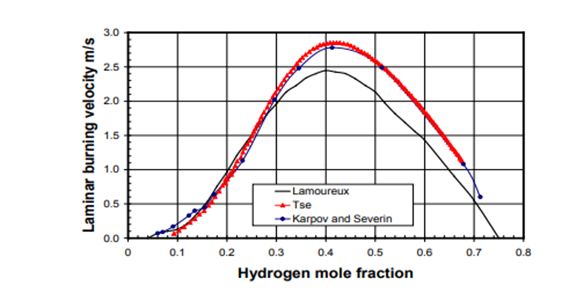
Burning Velocity-Velocity indicating the speed with which smooth plane combustion wave can advance into stationary mixture. It is pertinent property of gas which is depending upon temperature, pressure and concentration. The burning velocity of hydrogen in air at stoichiometric (29.4% vol. of H2) ambient conditions is 2.55 m/s reaching a maximum of 3.2 m/s at a concentration of 40.1%, which would even increase to 11.75 m/s in pure oxygen. It is interesting to note than burning velocity is maximum at 40.1% concentration rather than at stoichiometric conditions. This effect of shifting occurs due H2 property of higher molecular diffusivity. It is interesting to note that higher diffusivity of hydrogen is actually the beneficial property of hydrogen as long it is not in contact with sparks because this property prolongs the hydrogen-air reaching to LEL limit in unconfined space. However, once hydrogen is ignited it acts as flame propagator which is not safe while handling hydrogen in entire value chain.
The higher the burning velocity, the greater the chance for a transition from deflagration to detonation (DDT). Needless to say that diffusivity of hydrogen property has double edge (beneficial & harmful) in hydrogen process engineering design. The laminar burning velocity (burning velocity) as function of concentration if hydrogen in air is shown in the graph mentioned below.
Flame propagation Speed- This is deflagration front velocity relative to fixed observer is given by speed of sound in combustion products which is 975m/s for stoichiometric hydrogen air mixture.
Detonability limits – Detonation is worst case scenario of hydrogen accident .The detonation range mentioned in technical report ISO- 15916/2004 is 18-59% by volume of hydrogen in air. The detonation range varies on size of tube used for experiment. By conservative generalization of available data suggest the detonation range of hydrogen is within 11-70% (flammability range is 5%-75%). This is narrower and as expected within the range of flammability and that’s the cause of worry to process designer while designing the containment to store and carry hydrogen.
The time in which the flame at the ignition point develops to a detonation depends on many parameters such as temperature, pressure, mixture composition, geometry and ignition source strength. For a stoichiometric hydrogen-air mixture to detonate.
The explosion of a hydrogen-air mixture cloud results in the formation of a pressure wave, which is different and dependent on the combustion mode (slow/fast/detonation). In the deflagration of a free hydrogen-air gas cloud, the maximum overpressure is in the order of 10 kPa.
At 7 KPa pressure- People would fall to the ground.
35KPa pressure- Damage of ear drum is expected.
240 KPa pressures- Above which fatalities must be considered.
Emissivity* of hydrogen flame (less than 0.01) -The thermal energy radiated from a flame corresponds to the higher heating value (HHV). Emissivity of Hydrogen flame is less than 0.1 unlike hydrocarbon is approximately 0.2 to 0.3 for lighter hydrocarbon. Hence radiations emitted from hydrogen flame are lesser than hydrocarbon. Therefore despite high flame temperature the burning hazard of hydrogen is comparatively small. Hydrogen flame has major problem in its non-visibility even in dark room unless impurities in the air are present. Another advantage is no smoke generation by hydrogen flame hence its comparatively safe in confined areas.
*Emissivity- The emissivity of the surface of a material is its effectiveness in emitting energy as thermal radiation.
Safety measures to avoid detonation is extremely important. While deflagration of quiescent stoichiometric hydrogen air mixture in open atmosphere generates pressure wave of only 0.01MPa (below level of eardrum injury), the detonation of same mixture would be accompanied by blast of more than magnitude of higher pressure of about 1.5MPa (far above the fatal pressure of about 0.08-0.10 MPa).
Comparison of hydrogen with other fuels-
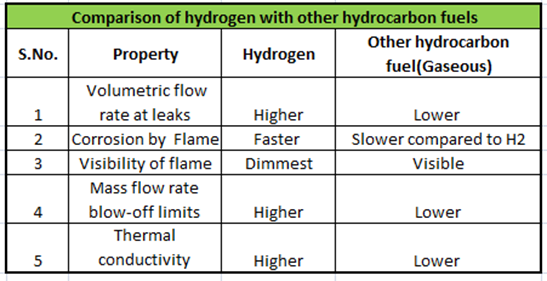
Hydrogen is unusual fuel; the leak of lower flow rate of hydrogen supports combustion as compared to other hydrocarbon fuels. H2 has lowest molecular mass, lowest density and lowest viscosity. These properties of hydrogen are turning in its favor for quick escape for confined space at the same time
The other properties of hydrogen which are required to understand from process safety point of view and their comparison is provided in table below.
Reference-
1. Five minute guide- Hydrogen-www.arup.com page 1-12.
2. Chapter-1 Hydrogen fundamentals –Biennal Report on Hydrogen Safety (BRHS)-6.
3. Fundamentals of hydrogen safety engineering by Vladimir Molkov volume -35 -47.
4. US Department of energy /energy efficiency & renewal energy/fuel cell laboratory.
4. Wikipedia/hydrogen & Wikipedia/emissivity.
Article wriiten by
Mahesh Salunkhe