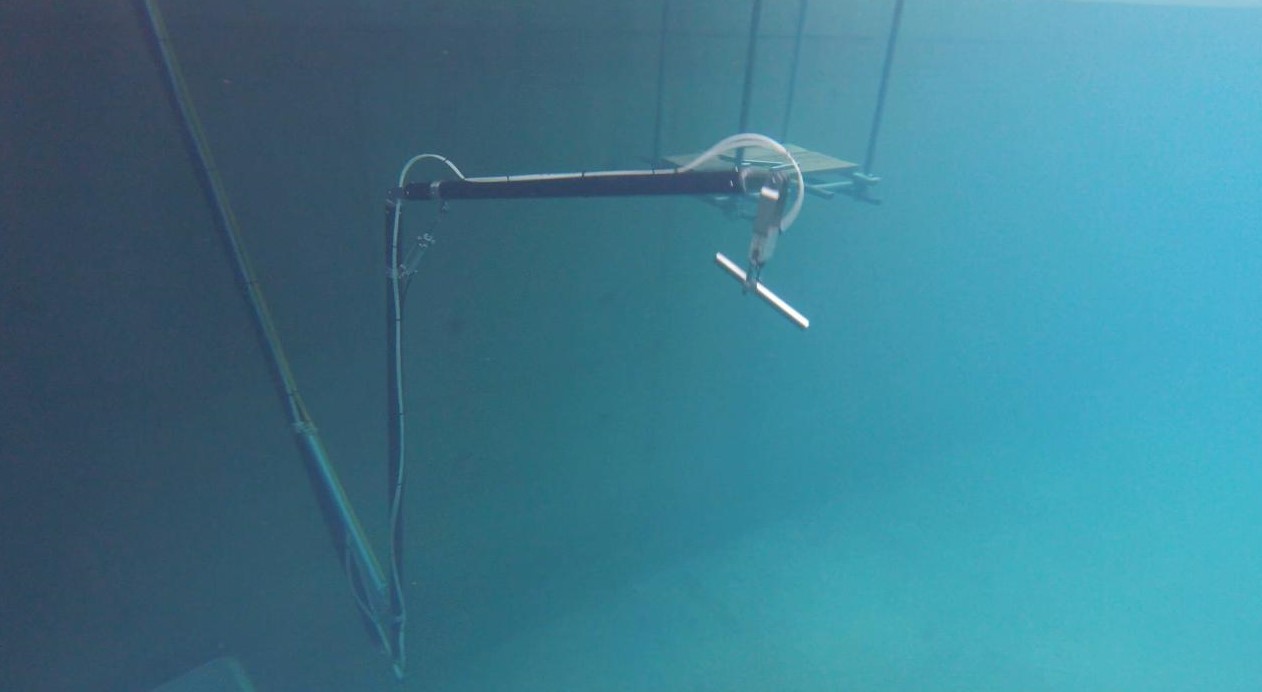
A ROBOT which accurately replicates the mechanics of a human arm has been manufactured to remove specific waste from hazardous liquids from a safe, remote distance.
The team at engineering company Forth designed and created a robotic arm to operate like its human counterpart, complete with gripper technology to act as a hand, so the time-consuming process of sifting unwanted materials from liquids and transporting them into a designated area could be significantly speeded up.
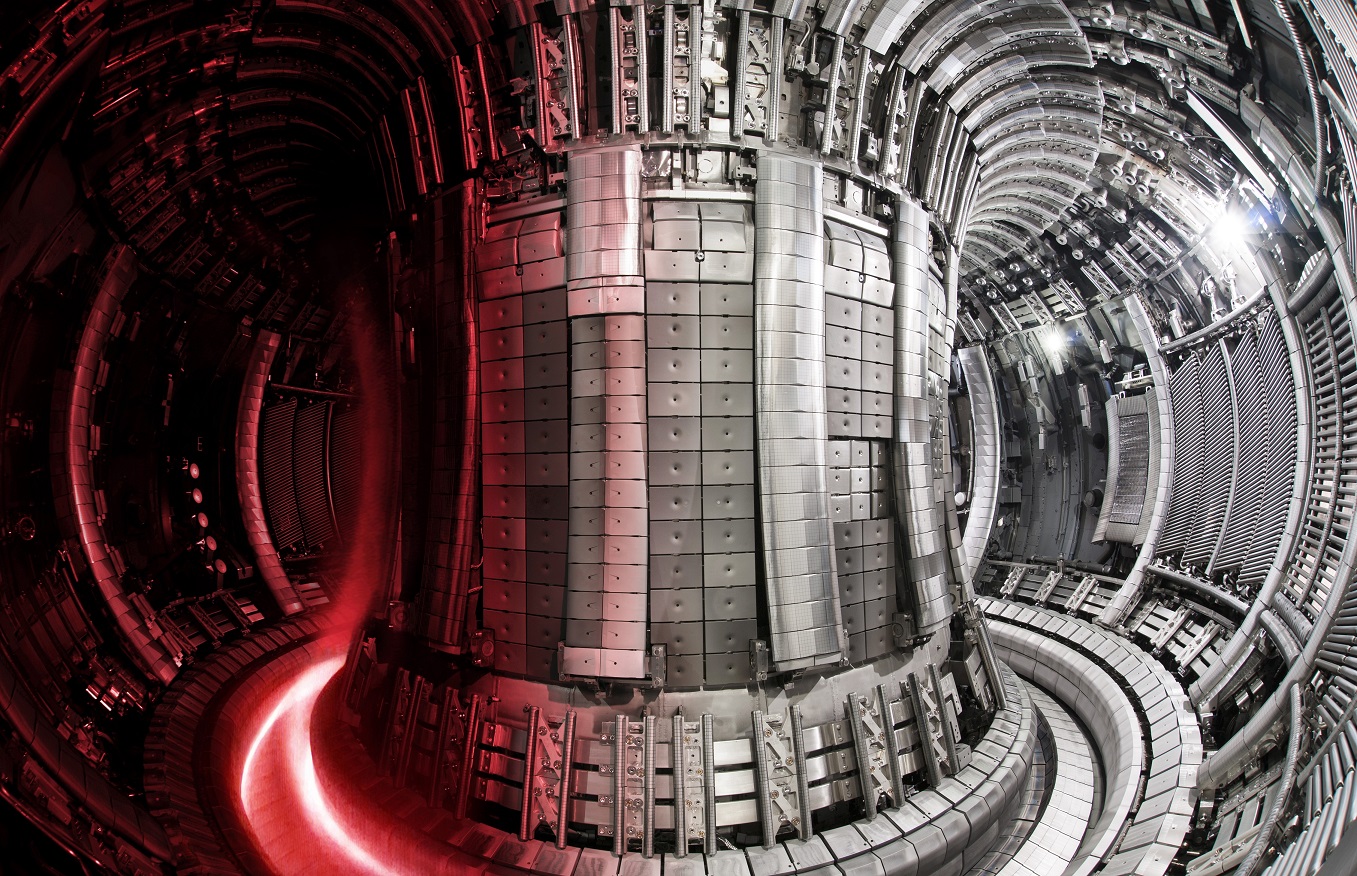
Forth was approached by nuclear decommissioning company Magnox to find a solution on how to remove fragments of spent fuel rods from waste ponds at its Hinkley Point Power Station, in Bridgwater, by using a more efficient, cheaper and safer procedure.
Instead of removing all materials manually at the end of the process, the creation of the robotic arm allows companies to target specific materials and move them safely into a designated waste area.
The arm, manufactured from carbon fibre and stainless steel, is controlled remotely with a range of 10 metres and has cameras installed to feed back live images to the operator.
The machine operates exactly like a human arm and its flexibility allows the operator to navigate complicated routes. Similarly to an arm, it has joints to represent the shoulder, elbow and wrist to improve the maneuverability of the machine.
A two-pronged gripping mechanism was placed on the end of the arm to enable the machine to pick up the fuel rods and transport them without difficulty.
The robotic arm can be adapted by Forth to different clients’ needs and can therefore be used industry-wide.
Ben Telford, the engineering manager at Forth, said: “After being given a problem statement from the client, we had a recce of the site and looked at the waste pond and went away to think of some concept ideas.
“The robotic arm was the most versatile idea that would work successfully every time, and we went with that because there were a lot of constraints in the pond which we wouldn’t be able to navigate without the flexibility and fluid movement of the arm’s mechanics.
“Because it works like a human arm, the machine can manoeuvre around obstacles and angles and that proved game changing in the design.
“Just because we used it in the nuclear industry, it does not mean that it only serves a function for that sector and we can easily adapt this for multiple industries and whatever the job warrants.
“This robotic arm will be a huge asset to the industry because it is going to significantly speed up the process and save companies substantial amounts of money, while also reducing the risk to humans as it removes the interface previously required for the job.”
Magnox approached Forth because of its excellent reputation and experience in developing new products to solve industry-wide solutions.
The successful outcome of the project again highlights just why the company has become a global leader in the engineering industry.
Ben said: “We have worked previously with Magnox and they were aware of our work with other clients, so it was pleasing that they came to us with the problem statement.
“As a wider team, we all got together to discuss ideas and see what we could come up with collectively, and all the ideas and strategies from the different experts combined to get us to where we needed to be.
“It is definitely a collaborative approach we take at Forth to get the best possible results, and using the differing levels of expertise helped us dismiss some ideas but also come up with some others that we hadn’t previously thought of.”
Forth manufactured three robotic arms for use by Magnox.
Forth, which has bases in Flimby, Cleator Moor and Barrow, all in Cumbria, provides a number of services including manufacturing; decommissioning; mixed reality services; installation and site services; design and substantiation; innovation; deep recovery; and a trade counter.
To contact Forth visit www.forth.uk.com